大约在冬季碎碎念白·一梦千年我叫长安你叫故里相伴到永久课间进行曲妹妹的山丹花儿开太可笑别再对我好我用相思等你黑色星期五爱情酒杯你好就好熟悉的背影分开之后离开地球表面女儿情一路向远方这条街灰姑娘似是故人来我的不信任不存在的情人官渡Dear爱过爱错没有你的爱我该怎么办担当古韵幽梦我等到花儿也谢了冬眠我哭了Leaving on a jet planeChampagne Cool只想您会意。
大约在冬季碎碎念白·一梦千年我叫长安你叫故里相伴到永久课间进行曲妹妹的山丹花儿开太可笑别再对我好我用相思等你黑色星期五爱情酒杯你好就好熟悉的背影分开之后离开地球表面女儿情一路向远方这条街灰姑娘似是故人来我的不信任不存在的情人官渡Dear爱过爱错没有你的爱我该怎么办担当古韵幽梦我等到花儿也谢了冬眠我哭了Leaving on a jet planeChampagne Cool只想您会意。
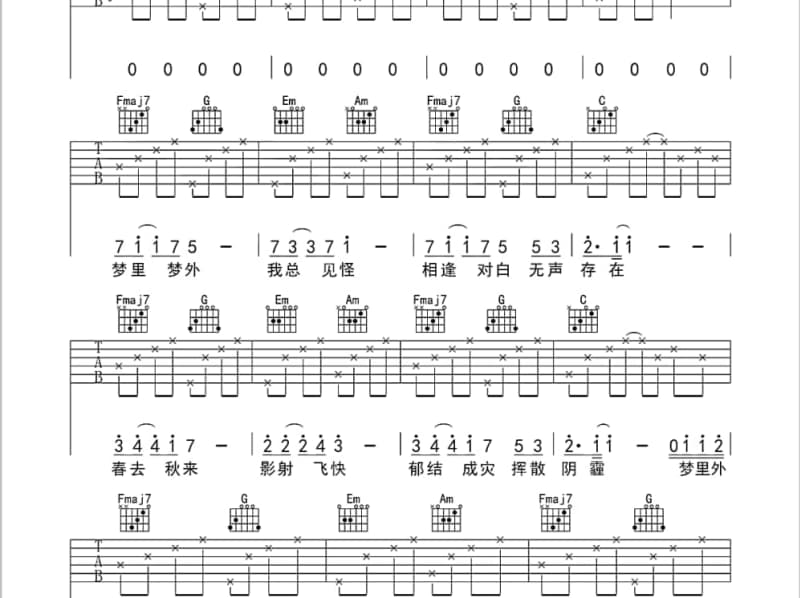
 《花间词》吉他谱_陶辚竹_吉他弹唱谱4/4拍
2025-12-20 22:14:48
《花间词》吉他谱_陶辚竹_吉他弹唱谱4/4拍
2025-12-20 22:14:48
 《Forget About Romance》吉他谱_周晋进_吉他弹唱谱4/4拍
2025-12-20 21:47:44
《Forget About Romance》吉他谱_周晋进_吉他弹唱谱4/4拍
2025-12-20 21:47:44
 《小仙女》吉他谱_陈诗怡_吉他弹唱谱4/4拍
2025-12-20 21:12:41
《小仙女》吉他谱_陈诗怡_吉他弹唱谱4/4拍
2025-12-20 21:12:41
 《梦都市》吉他谱_高向鹏_吉他弹唱谱4/4拍
2025-12-20 20:19:20
《梦都市》吉他谱_高向鹏_吉他弹唱谱4/4拍
2025-12-20 20:19:20
 《南无观世音菩萨》吉他谱_许巍_吉他弹唱谱4/4拍
2025-12-20 20:00:04
《南无观世音菩萨》吉他谱_许巍_吉他弹唱谱4/4拍
2025-12-20 20:00:04
 《心若莲花》吉他谱_王琪_吉他弹唱谱4/4拍
2025-12-20 17:12:20
《心若莲花》吉他谱_王琪_吉他弹唱谱4/4拍
2025-12-20 17:12:20
 《只一次从前》吉他谱_马亚维_吉他弹唱谱4/4拍
2025-12-20 21:00:03
《只一次从前》吉他谱_马亚维_吉他弹唱谱4/4拍
2025-12-20 21:00:03
 《B级鲨鱼》吉他谱_裘德_吉他弹唱谱4/4拍
2025-12-20 17:28:57
《B级鲨鱼》吉他谱_裘德_吉他弹唱谱4/4拍
2025-12-20 17:28:57
 《甭搁憨》吉他谱_陈雷_吉他弹唱谱4/4拍
2025-12-20 18:22:12
《甭搁憨》吉他谱_陈雷_吉他弹唱谱4/4拍
2025-12-20 18:22:12
 《蝴蝶双飞》吉他谱_林俊吉_吉他弹唱谱4/4拍
2025-12-20 17:32:46
《蝴蝶双飞》吉他谱_林俊吉_吉他弹唱谱4/4拍
2025-12-20 17:32:46
 《when will i see you again》吉他谱_罗敏庄_吉他弹唱谱4/4拍
2025-12-20 20:15:37
《when will i see you again》吉他谱_罗敏庄_吉他弹唱谱4/4拍
2025-12-20 20:15:37
 《MAKE A WISH》吉他谱_周渝民_吉他弹唱谱4/4拍
2025-12-20 18:29:54
《MAKE A WISH》吉他谱_周渝民_吉他弹唱谱4/4拍
2025-12-20 18:29:54